切换行业
切换行业

摘要:我国作为煤炭消费大国,燃煤电厂一直是SO2、NOx和烟尘大气污染物的主要来源。随着《煤电节能减排升级与改造行动计划(2014—2020年)》的颁布,燃煤电厂为满足“超净排放”要求,石灰石-石膏法脱硫系统需要技术改造升级。本文介绍了目前先进的石灰石-石膏脱硫技术,为燃煤电厂烟气达到“超净排放”排放标准提供技术参考。
作为能源消费大国,煤炭在我国的能源消费结构中一直占据绝对主导地位,根据《BP世界能源统计2013》的统计数据,我国煤炭的比重达到67.5%[1],而电力行业的煤炭消费比例又占据一半左右。煤炭燃烧产生的SO2、NOx、可吸入颗粒物是我国大气环境的主要污染物[2~3],我国2013年SO2和NOX排放量分别为2043.9万吨和2227.4万吨,位居全球各国首位[4],我国面临的大气防治形式依然严峻。
为了保证社会经济的可持续发展,有效控制、治理雾霾天气,国家进一步加强对燃煤电厂的排放要求,2011年发布的《火电厂大气污染物排放标准》(GB13223-2011)规定了重点地区的燃煤电厂烟尘、SO2、NOx排放浓度分别不高于20mg/Nm3、50mg/Nm3、100mg/Nm3,2014年由国家发改委、环保部和能源局共同发布的《煤电节能减排升级与改造行动计划(2014—2020年)》(发改能源【2014】2093号文)进一步要求东部地区燃煤电厂排放基本达到燃气电厂的排放标准,即烟尘、SO2、NOx排放浓度分别不高于5mg/Nm3、35mg/Nm3、50mg/Nm3。因此,“超低排放”成为燃煤电厂的必然选择。目前,我国现有燃煤电厂大部分都采用石灰石-石膏湿法烟气脱硫装置,石灰石-石膏湿法烟气脱硫具有可靠性高、脱硫效率高等特点,技术最成熟,应用也最为广泛[5~10],但石灰石-石膏法脱硫设备繁多,流程复杂,相对于脱硝、除尘,烟气脱硫需要满足“超净排放”,技术难点多,改造难度大,本文介绍、分析当前的先进脱硫工艺技术,为“超净排放”路线提供参考。
1烟气“超净排放”石灰石-石膏法脱硫途径
由于燃煤电厂电煤市场的供应关系变化,燃用煤质基本不能控制,煤质的含硫量往往偏离原有系统的设计值,现有脱硫装置改造需根据吸收塔入口SO2确定相应的改造技术路线,而新建电厂的脱硫设施需要合理选择技术路线,优化设计指标,降低能耗、物耗,以提高“超净排放”的经济可行性。
为应对严苛的环保标准,真正做到“超净排放”,脱硫系统需要切实可行的技术途径。如提高石灰石的细度、纯度以及活性等来提高反应效率和石膏品质;研发高效的脱硫增效剂,降低SO2吸收时的“液膜阻力”,提高反应速率;此外开发新的技术设备,改进塔内烟气分布,增加气液接触面积,提高吸收塔吸收、传质能力等是目前脱硫技术升级的主要途径,也是“超净排放”主要的工艺路线。
2烟气“超净排放”石灰石-石膏法脱硫工艺
2.1吸收塔托盘技术
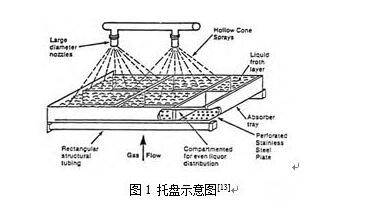
托盘喷淋塔技术是美国巴威公司的一项专利技术,托盘塔技术指在逆流喷淋的基础上增设一块或者多块穿流孔板托盘,将托盘全面布置在整个吸收塔的横截面,使烟气进入吸收塔后被均匀分布在整个截面上烟气经过托盘后再进入喷淋区洗涤净化,不仅有利于烟气分布均匀,而且流经托盘小孔时的节流喷射大大提高了喷淋区烟气的湍流度,改善了气液传质条件增加气液传质系数,托盘上的存液也可脱除烟气中SO2等污染物质,在有效降低液气比的同时,得到较高的脱硫效率[11~13]。
设置托盘后,吸收塔系统的阻力提高,使得增压风机的电耗有所增加,但是液气比的降低使浆液循环泵的流量降低,循环泵电耗下降,系统整体电耗下降[13]。托盘塔技术比较适合受场地因素改造困难的脱硫系统。
而对于已有托盘的吸收塔,可以通过调节托盘开孔率、加装第二层托盘进一步的获得脱硫效率。双托盘脱硫系统是在原有单层托盘的基础上新增一层合金托盘,从而起到脱硫增效的作用。该技术在脱硫效率高于98%或燃用高硫煤时,优势更为明显,双托盘比单托盘气液相均质调整更为充分,气相均布更好,脱硫增效明显。
2.2“单塔双循环”技术
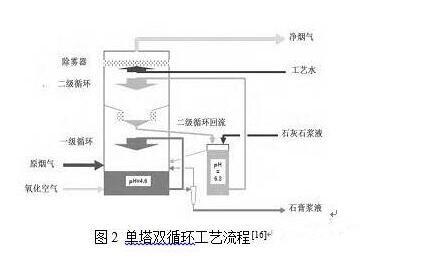
“单塔双循环”技术为德国FBE公司专利,该工艺流程为烟气通过一台吸收塔实现两次SO2脱除过程、经过了两级浆液循环。一级循环的主要功能是保证亚硫酸钙的氧化效果和石灰石的充分溶解,以及保证充足的石膏结晶时间,循环浆液pH值控制在4.6~5.0;二级循环保证SO2最终的脱除效率,pH值较高,达到5.8~6.0,在实现高脱硫效率和低排放浓度的同时降低了液气比。二级循环分别设有独立的循环浆池、喷淋层。根据不同的功能,每级循环具有不同的运行参数[15、16]。
“单塔双循环”技术中的二级循环相对独立,能够分别控制氧化和吸收的功能,更好的适应煤种变化和锅炉负荷的波动,特别适合于燃烧高硫煤的电厂脱硫。同时在二级循环吸收区采用较高的pH,能够降低液气比,节约电耗。该技术已经在广州恒运热电厂责任公司投入使用,脱硫效率稳定在98.7%以上,试运期间脱硫塔入口SO2质量浓度在1800~4200mg/Nm3时,出口浓度SO2质量浓度始终保持在50mg/Nm3以下,最低小于10mg/Nm3。
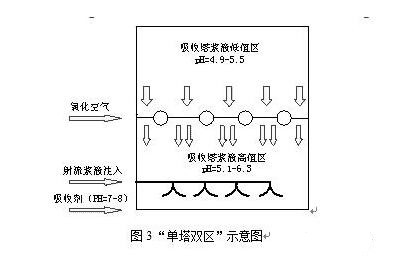
2.3“单塔双区”技术
“单塔双区”技术由福建龙净环保股份有限公司开发,“单塔双区”的理论依据与单塔双循环技术一致,即原来的单塔单循环技术为兼顾吸收和氧化的效果,吸收塔浆液pH值只能采用5~5.5的折中值,一方面限制吸收能力,另一方影响亚硫酸钙的氧化,石灰石利用率降低。在单塔单循环的基础上,“单塔双区”对吸收塔浆池部分进行技术革新,实现在单塔浆池中维持上下2种不同pH值环境的区域,分别满足氧化和吸收所需。该技术相对于单塔双循环优点在于不需要另增加塔外附属设备,占地面积小,可以实现98.5~99%的高脱硫效率,吸收塔入口SO2浓度在2000~2300mg/Nm3时,出口SO2浓度最低可达22mg/Nm3[18]。
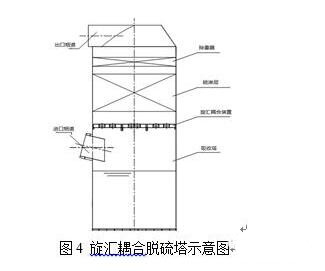
2.4旋汇耦合技术
旋汇耦合技术是北京清新环境技术股份有限公司自主研发的专利技术,其技术原理基于多相紊流掺混的强传质机理和气体动力学原理,旋汇耦合装置产生气液旋转翻覆湍流空间,气液固三相充分接触,迅速完成传质过程,从而实现了气体高效净化。该技术为在塔内喷淋层下部布置旋流耦合装置,将进入吸收塔的烟气由层流转化成湍流,降低气液膜阻力,增加气液接触面积,均质效果好,比一般的空塔,气体均布的效果提升15~30%,能够较大地降低液气比,相对于烟气阻力的增加,整体系统能耗较低,脱硫效率能够达到99%[19]。该技术改动条件较小,比较适合受场地和工期限制,改造难度较大的燃煤电厂。
2.5两级串联塔技术
两级串联塔工艺是单塔单循环工艺上的延伸,对于技改项目,该技术优势在于保留原塔系统不变,改造时工期可以与锅炉运行平行,只在烟道对接时需要停炉。该技术第一级塔脱硫效率为80%~85%,第二级塔脱硫效率95%,综合脱硫效率为98%~99%,达标排放较容易,对燃煤的适应性强[16、20],适合高硫煤地区燃煤电厂的脱硫增容改造。

两级串联塔技术有以下问题:
(1)两个吸收塔液位不平衡,烟气降温蒸发都发生在预洗涤塔内,二级吸收塔设置除雾器,除雾器冲洗水都由二级吸收塔接纳,这样表现在预洗塔液位总是在下降而二级吸收塔液位总是在上升;
(2)预洗涤塔出口烟道由于烟气带水,烟道容易积浆结垢;
(3)系统阻力和占地面积较大,系统复杂。
为了解决以上问题,合山电厂3号电厂烟气脱硫系统采取U型串联吸收塔,一方面降低了吸收塔总高,另一方也解决了上述问题。该电厂在FGD入口SO2浓度为15200mg/m3时,脱硫效率最高达99.5%,平均98.8%。
3结论
燃煤电厂脱硫烟气“超净排放”从技术层面上是可行的,具体的技术实施需要根据不同的锅炉型式、煤质、以节能减排为目的,基于原有工艺进行技术升级,改造项目尽量利旧,结合原塔增设托盘、旋汇耦合装置提效,新建电厂综合考虑技术和管理等因素,对各种脱硫工艺技术进行比选,最终达到“超净排放”标准,实现社会经济的绿色、可持续发展。







 正在加载...
正在加载...