切换行业
切换行业

一、垃圾焚烧厂超低排放趋势
环保、生态破坏严重,国家高压态势持续
超低排放是各类污染型生产企业的必由之路
垃圾焚烧厂必须以绿色生产、蓝色能源重新示人
垃圾焚烧厂三废中,废水排放最直接、污染最快速、破坏最严重
必须以最环保的理念、最适宜的技术、最生态的方式处理处置垃圾焚烧厂各类废水
二、垃圾焚烧厂污废水分类
垃圾焚烧厂一般健在远离市政管网和有接纳水体的偏远地区,垃圾焚烧厂采取超低排放后,会增加湿法脱酸废水(洗烟废水)和烟囱脱白废水,使得废水种类达到七八种:
1.渗滤液水质水量最不稳定,处理措施最复杂;
2.洗烟废水TDS浓度最高,处理难度最大;
3.烟囱脱白废水水量最大,单一高氨氮型污染,需要采用最新处理技术;
4.冷却塔排污水、生活污水、垃圾通道卸料平台飞灰车间等冲洗水、化水浓水、锅炉联排定排废水等都需进行统筹分类。
三、处理及回用的技术可行性分析
废水处理后可供回用水点情况表

渗滤液产生量波动较大,夏季量大、温度高、湿度大发酵彻底、污染物浓度高;冬季量小、温度低、蒸发量大、污染物浓度稍低。渗滤液物化性质突出:墨黑色不透明,恶臭性气体,弱酸性,悬浮物浓度高。渗滤液成分复杂:有机物种类多大77种,氨氮浓度高,盐分高,且含大量重金属。
常州2013-2014年渗滤液站原液统计情况表 (mg/l)

常规工艺可以实现产水水质满足回用要求《城市污水再生利用工业用水水质》(GBT19923-2005)冷却用水标准;
采用NF+RO深度处理工艺,产水回收率低于65%,浓水无法全量回用;
采用NF+RO深度处理工艺,污染物全部集中在浓水侧,品质差,回用难度大;
采用NF+RO深度处理工艺,没采取必要预处理,膜浓水侧易形成硬度结垢风险,运行维护困难,膜更换频繁。
(一)软化除硬技术
优点:软化去除硬度,RO运行环境改善,提高膜通量和产出水水质,延长膜寿命期
缺点:碱度由生化单元提供,生化单元运行好坏决定软化效果。
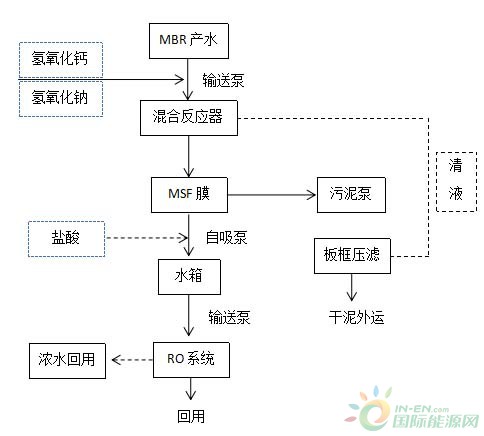
光大镇江项目深度处理工艺采用UF+化软+MSF+RO技术,产水回收率75%,RO通量15l/(m2.h),浓水中硬度低于30mg/l。
(二)高压反渗透技术
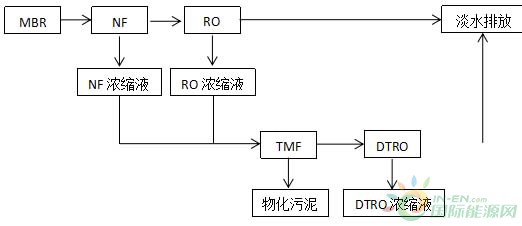
光大南京项目深度处理工艺采用NF+RO+软化+SMF+DTRO工艺,针对NF和RO浓水采用软化和SMF过滤技术,产水回收率78%。
优点:产水回收率进一步提高,浓水量小;
缺点:工艺复杂,软化碱度不足,需额外补充,运行费用高。
(三)蒸发技术(SCE)
优点:利用渗滤液产生沼气浸没燃烧,热能利用充分,能耗低,系统简单,运行维护方便;
缺点:沼气需脱硫除湿,若计算沼气费用,运行成本高(折合天然气50Nm3/m3渗滤液)。
高压反渗透技术(DTRO/STRO)
水质特点:该废水来自烟囱前的湿法脱硫,以氯化物和硫酸盐为主,TDS浓度高达20000mg/l。
技术措施:以脱盐为主,由于盐分过高,普通RO膜难以运行,可采用高压DTRO,产水进冷却塔循环水池,浓水进渗滤液蒸发系统。

气相脱氨膜处理技术
水质特点:该废水来自烟囱脱白降温过程冷凝水,水量为入炉垃圾量的60-70%。污染物为单一氨氮(SNCR脱硝过程的氨逃逸),浓度最高达5000mg/l;
技术措施:有氨吹脱、负压蒸氨、水洗蒸氨、生物法以及气相膜法脱氨(氨脱气膜)工艺,其中氨脱气膜具有技术先进、设备集成度高、占地面积小、运行成本低等优点,氨脱气膜产水进入RO膜,进一步提纯,产水回冷却塔循环水池,浓水进入渗滤液DTRO膜再浓缩。
膜脱氨原理:氨氮在水中存在一个离解平衡,废水中pH提高或者温度上升时,上述平衡将会向右移动,氨根离子NH4+变成游离的气态氨NH3,这时气态氨NH3可以通过中空纤维表面的微孔从壳程中的废水进入管程的碱吸收液相,被酸吸收立刻又变成离子态的NH4+。
机械澄清+RO处理技术
水质特点:该废水来自工业冷却塔循环排污水,以盐分、悬浮物和氨氮为主;
技术措施:采用混凝沉淀方法和机械澄清池去除悬浮物,采用反渗透进一步浓缩,产水直接回循环水池,浓水进入渗滤液高压DTRO系统。
四、处理及回用的经济合理性分析
1000t/d入炉垃圾焚烧厂污废水处理及回用经济分析

投资费用分析:污废水处理后全部回用投资费用为2100万元;
投资收益分析:污废水全部处理和处置年增加直接运行成本500万元(年负荷60%),年节省支出860万元,两项合计年增加收益360万元,6-7年后收回投资;
社会及环境效益分析:实行垃圾焚烧厂污废水全量回用,减少了水资源利用、避免因污水排放产生的污染,可以有效促进行业健康发展和厂社和谐,解决了政府和社会难题。




 正在加载...
正在加载...