切换行业
切换行业

国家在2012年重新修订了《炼焦化学工业污染物排放标准》,规定自2015年1月1日起,要求机焦炉烟囱废气排放颗粒物排放不高于30mg/m3,二氧化硫不高于50mg/m3,氮氧化物为500mg/m3。对于特别地域范围、时间执行特别排放限值要求,规定机焦炉烟囱废气排放颗粒物排放不高于15mg/m3,二氧化硫不高于30mg/m3,氮氧化物不高于150mg/m3。我公司采取了外出实际调研的方式,针对该项目进行了考察。
一、脱硫脱硝工艺指标对比
本次外出考察对标的几家单位各具特点,每家单位根据自身实际情况选择性的上的脱硫或者脱硝装置,没有一家同时上脱硫脱硝一体化工艺。
二、考察厂家具体情况分析
1、某焦化厂(一)
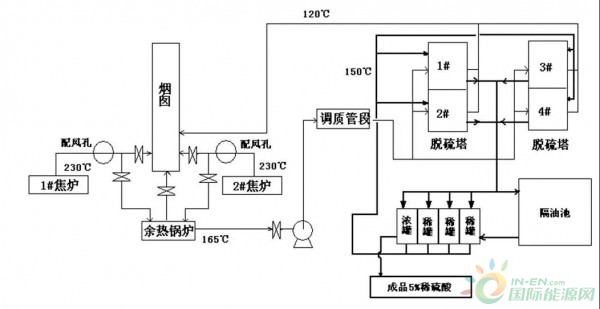
该厂一期焦化为4.3米捣固焦,年产焦炭100万吨,两座焦炉公用一个烟囱,焦炉烟道废气大约为25万立每小时。该公司采取纳米多金属吸附催化催化技术将SO2由150mg/m3降低为40mg/m3,同时因配入大量空气使氮氧化物降低为380mg/m3。工艺流程图如下图所示。
(1)脱硫工艺
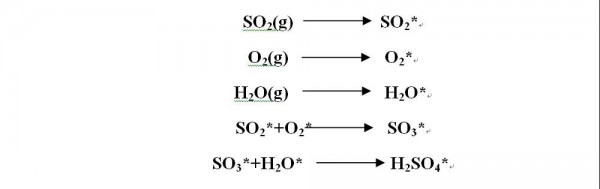
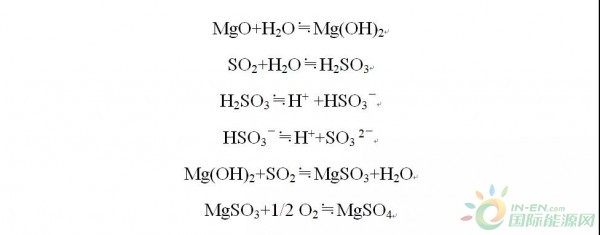
脱硫方法采用的是纳米多金属催化剂技术,利用烟气中的水分、氧气、SO2和热量,生产一定浓度的硫酸。烟气中的SO2、H2O、O2被吸附在催化剂的孔隙中,在活性组分的催化作用下变为具有活性的分子,同时反应生成H2SO4。催化反应生成的硫酸富集在载体中,当脱硫一段时间孔隙能硫酸达到饱和后再生,释放出催化剂的活性位,催化剂的脱硫能力得到恢复。与传统炭法比较,催化法脱硫能耗少、脱硫剂损耗小且不必再建一套硫酸生产装置,使工艺流程变短,运行更稳定可靠。脱硫机理如下:
该公司脱硫塔分为四组,并联关系,生产时三组运行,备用一组;每24小时替换下一组进行解析冲洗;冲洗采用清水稀酸,最终制得5%的稀硫酸,该公司5%稀硫酸产量为每日12吨。
(2)投资费用
该公司一次性投资1700万元施工建设焦炉烟气脱硫装置;采用多金属纳米催化剂320m3,每立方催化剂价格为1.5万元,按照使用五年计算,每年催化剂投入成本为96万元。
该工段人员每班配置2人,一人负责锅炉、一人负责脱硫系统的操作;配备560kw/h的引风机,日耗电1.344万度。
(3)优点与缺点分析
优点:1、该公司采取的吸附催化制稀酸工艺环保洁净;2、该公司整体工艺充分考虑了焦炉热备及紧急情况下的排气问题,如果引风机停电,烟气可直接通过烟囱排放。
缺点:1、脱硫效果需要进一步验证,按照该公司二氧化硫40mg/m3排放指标不能满足我公司处于特限区域30mg/m3要求;2、引风机设计较大,烟气循环量及耗电较大,需要优化设计。
2、某焦化厂(二)
该厂一期焦化为4.3米捣固焦,年产焦炭90万吨,两座焦炉公用一个烟囱,焦炉烟道废气大约为16万立每小时。该公司采取氧化镁湿法脱硫,将SO2处理至22mg/m3,同时因配入大量空气使氮氧化物降低为285mg/m3。
(1)脱硫工艺
250℃左右的烟气先经过余热锅炉换热产生0.8Mpa饱和蒸汽,出余热锅炉蒸汽发生器后的烟气温度降到185℃左右,通过余热锅炉省煤器,烟气温度降到165℃左右,然后进入空气换热器(利用焦炉烟气余热加热常温空气至120℃左右经过3#烟道进入原烟囱,使烟囱处于热备状态以保持其吸力)再经引风机进入脱硫塔,经过脱硫后的烟气温度在60℃左右通过脱硫塔钢制烟囱直接达标排放。
(1)脱硫工艺
250℃左右的烟气先经过余热锅炉换热产生0.8Mpa饱和蒸汽,出余热锅炉蒸汽发生器后的烟气温度降到185℃左右,通过余热锅炉省煤器,烟气温度降到165℃左右,然后进入空气换热器(利用焦炉烟气余热加热常温空气至120℃左右经过3#烟道进入原烟囱,使烟囱处于热备状态以保持其吸力)再经引风机进入脱硫塔,经过脱硫后的烟气温度在60℃左右通过脱硫塔钢制烟囱直接达标排放。
脱硫技术采用湿法氧化镁法,主要利用SO2的酸性及还原性,通过酸碱反应,将SO2转化为MgSO4。反应原理如下

(2)投资费用
该公司一次性投资1800万元施工建设焦炉烟气脱硫装置;该工段人员每班配置2人,一人负责锅炉、一人负责脱硫系统的操作;
(3)优点与缺点分析
优点:烟气二氧化硫指标达标,可以降低至30mg/m3以下。
缺点:1、烟气温度降低至65℃,且在低空排放,造成大量烟气视觉污染;2、没有考虑烟囱热备,目前仅是从设计上安装了一台应急风机,预计安全性较差。3、生产得到的硫酸镁硫膏纯度很差,无法处理。
3、某焦化厂(三)
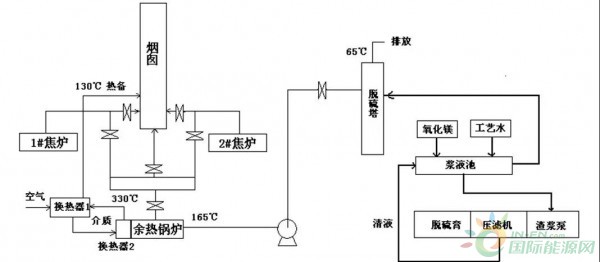
该厂一期焦化为5.5米捣固焦,年产焦炭130万吨,两座焦炉公用一个烟囱,,焦炉烟道废气大约为16万立每小时。该公司通过优化加热技术,通过实时监控火道温度、火落温度、推出焦饼表面温度、废气分析含氧量等多种手段合理降低标准温度,优化焦炉加热均匀性,使氮氧化物由800mg/m3降低为285mg/m3。该公司目前正在建设氧化镁湿法脱硫装置,当前SO2排放指标为70mg/m3。脱硫工艺流程图如下图所示。
(1)脱硝工艺
氮氧化物产生机理:焦炉氮氧化物产生属于热力型,根据相关研究、焦炉煤气燃烧温度低于1750℃时、立火道1250℃时,废气氮氧化物含量小于500mg/m3;当焦炉煤气燃烧温度低于1350℃时,焦炉废气中氮氧化物不明显;当燃烧温度小于1600℃时,NOx生成量很小,当燃烧温度大于1600℃时,NO生成量大幅度上升。因此控制焦炉煤气燃烧温度不大于1750℃,即立火道温度不大于1250℃,可大幅降低烟气氮氧化物浓度。
该技术方法就是从氮氧化物产生的机理着手,通过焦炉的加热优化和火落管理技术,对加热过程的各个环节进行精细化操作管理、精密化监测、控制,从前端精确控制燃烧气氛、炉膛局部高温、炉体的串漏量等,通过合理降低高温燃烧火焰温度,破坏氮氧化物产生的条件,使在焦炉生产中少产生氮氧化物。
(2)脱硫工艺
采取湿式氧化镁法。但是,从设计上,该公司增加了一个空气预热装置,预热后空气达到130℃直接通入焦炉烟囱,能够使焦炉烟囱处于热备状态。
(3)投资费用
该公司一次性投资2400万元施工建设焦炉烟气脱硫装置;脱硫工段预计配备人员每班2人,一人负责锅炉、一人负责脱硫系统的操作;优化加热脱硝装置两座焦炉一次性投资900-1000万元,无需配备人员,可以指导四班煤气组人员操作。
(4)优点与缺点分析
优点:1、通过焦炉优化加热系统,不仅使氮氧化物由800mg/m3降低为285mg/m3,而且使单炉耗气量由16000m3/h降低至13000m3/h,有较大利益点;2、用空气预热的方法解决了焦炉热备的问题;
缺点:烟气温度降低至65℃,且在低空排放,造成大量烟气视觉污染;
4、某焦化厂(四)
该厂一期、二期均为6米顶装焦炉,两座焦炉公用一个烟囱,焦炉烟道废气大约为25万立每小时。
该公司直排SO2指标为50mg/m3,氮氧化物指标为1100mg/m3。为了保证氮氧化物排放达标,该公司采取SCR技术进行脱硝处理,处理后,氮氧化物均降低至20mg/m3以下。具体工艺流程图为下图所示。
(1)脱硝工艺
NH3-SCR法烟气脱硝反应原理是:4NO+4NH3+O2=4N2+6H2O。该反应是在300℃-400℃催化剂条件下发生的反应。脱硝催化剂是NH3-SCR法烟气脱硝的核心技术,一般占总装置投资成本的30%~50%,评价催化剂的反应性能的指标:活性、选择性、稳定性(包括化学稳定性、耐热稳定性、抗毒稳定性和机械稳定性)。
图1
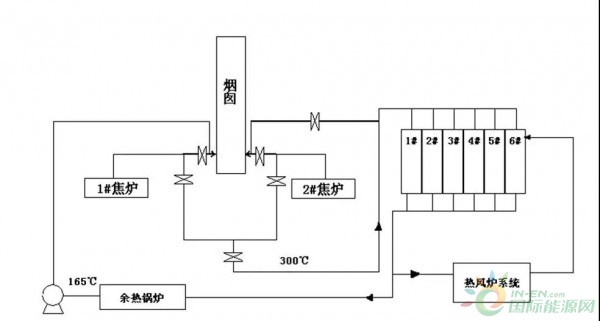
图2
依据焦炉烟道废气温度不高于300℃的实际情况,目前低温SCR法催化剂及装置是当前脱硝工艺的核心技术,上图1、2为一、二期焦化设计的脱硝装置流程图。
图一工艺流程为300℃烟气先脱硝,然后余热回收,在进烟囱,使烟囱能够保持热备;脱硝塔采取3层并联式,正常工作时投用两层,一层作为备用或者检修;
图二工艺流程300℃烟气先脱硝,然后余热回收,在进烟囱,使烟囱能够保持热备;脱硝装置采取6塔式结构,正常生产时投用5塔,剩余一塔用热风炉进行离线解析再生。
(2)投资费用
该公司一次性投资5450万元施工建设两期焦炉烟气脱硝装置,图一流程耗资2750万元,图二流程耗资2700万元;每个工段每班配备人员2人,一人负责锅炉、一人负责脱硫系统的操作;低温SCR催化剂成本为10万每立方,图一脱硝装置用120立方,一次性投资1200万元催化剂费用。
(3)优点及缺点分析
优点:依据该公司的烟气温度较高的实际特点,工艺流程设计简单,解决了烟气脱硝问题;
缺点:脱硝前没有脱硫,从实际生产上出现了多次影响脱硝效果的情况;
5、某焦化厂(五)
该厂一焦化为6米顶装焦炉,年产焦炭110万吨。该公司通过采取安徽工业大学优化加热技术,使氮氧化物由900mg/m3降低为450mg/m3。据分析,该公司回炉煤气H2S为100mg/m3,有机硫含量也很低,目前SO2排放指标为40mg/m3。
三、考察意见
焦炉烟气的脱硫脱硝项目需要依据公司实际工艺指标进行设计研发,根据考察现场实际情况,需要设定以下原则。
(1)焦炉烟囱能够热备,保证烟囱本身吸力,使炼焦生产能够安全稳定;
(2)没有新的工业废物产生,否则会增加新的问题;
(3)尽可能先脱硫、后脱硝,以保证昂贵SCR催化剂的寿命;
(4)重视根源治理,通过技术手段或工艺优化从根源降低二氧化硫及氮氧化物的排放,这样会有效降低脱硫脱硝工艺运行成本。
依据以上原则,提出以下考察意见。
1、优化焦炉加热
通过优化加热技术可以从根源上降低氮氧化物排放浓度,同时降低炼焦耗热量2%-5%,从而降低吨焦成本,降低后续脱硝工艺运行成本;
2、脱硫废液单独处理
通过对比上述几家焦化厂,脱硫废液对焦炉烟道废气二氧化硫排放影响很大,如果脱硫废液能够采取制酸等工艺,会很大程度降低烟气二氧化硫排放浓度,优化净化车间脱硫运行效果,降低工艺管道腐蚀。






 正在加载...
正在加载...