切换行业
切换行业

在生态环境部指导下,中国环境保护产业协会具体承担《目录》的项目筛选和编制工作。为便于各相关方使用《目录》,我会配套编制了《目录》典型应用案例,将陆续在微信平台上发布。所有案例均来自目录入选项目的申报材料,案例内容经业主单位和申报单位盖章确认。
技术概要
工艺路线
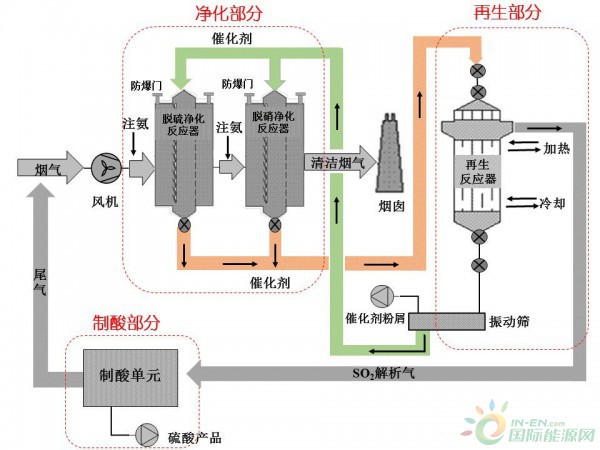
利用炭基催化剂的选择性催化还原性能,喷入氨将氮氧化物(NOx)还原为氮气(N2);利用炭基催化剂的吸附性能,吸附烟气中二氧化硫(SO2),吸附饱和后催化剂可再生循环使用。解吸出富含SO2的气体用于生产浓硫酸、硫酸铵、液体SO2等产品。
主要技术指标
入口SO2浓度约500mg/m3~3000mg/m3、NOx浓度约200mg/m3~650mg/m3时,出口SO2浓度≤10mg/m3、NOx浓度≤50mg/m3。反应器入口温度120℃~150℃。
技术特点
采用两级移动床工艺,实现多污染物协同脱除。
适用范围
燃煤工业锅炉、钢铁行业烟气净化。
经典案例
案例名称
中国华粮物流集团北良有限公司大连热力分公司3×130t/h煤粉锅炉配套烟气净化项目
业主单位
中国华粮物流集团北良有限公司大连热力分公司
案例概况
中国华粮物流集团北良有限公司大连热力分公司成立于2004年4月,公司目前已运行3×130t/h锅炉,预留1台机组的扩建安装空间,已经投入使用的三台机组配套3台电除尘器和6台引风机,3台机组和预留的扩建机组共设置一座混凝土烟囱,烟囱高度120m,出口直径3.5m。入口烟气参数:烟气量75万m3/h,SO2含量1800mg/m3,NOx含量650mg/m3,烟尘含量80mg/m3,烟气中NOx含量较高,净化要求较高,随着下游用户需求变化,3台锅炉的运行状态变化较大,烟气量波动频繁且幅度很大,对净化装置的适应性要求较高。装置于2016年12月26日完成主体工程并开始调试,2017年6月13日顺利完成168h试运行,2017年6月30日委托第三方进行现场取样检测,证明装置性能完全达到技术协议要求和国家环保法规要求。


工艺流程
本装置主要由系统单元、净化再生单元、SNCR单元、制氮单元、制酸单元、氨站单元、控制室和配电间单元组成,此外炭基催化剂循环输送是装置正常运行不可或缺的组成部分。
SNCR单元喷嘴安装于锅炉炉膛内,氨水直接通过喷嘴喷入炉膛内与烟气中的NOx反应,从而降低锅炉出口烟气中的NOx含量。
烟气从锅炉引风机处引入脱硫反应器,与脱硫反应器入口处和出口气体室喷入的稀释氨气混合脱硫脱硝后,通过反应器之间的联箱进入脱硝反应器,脱除SO2、NOx、颗粒物等,净化烟气达到污染物排放标准后经出口烟道引入烟囱排放。
再生后的催化剂由装置顶部加入到4台净化反应器中,在重力和净化反应器底部卸料器的控制下向下移动并在此过程中吸收烟气中的SO2、NOx、烟尘、重金属等污染成分。在净化反应器中吸收了SO2、烟尘、重金属等污染物的催化剂由链斗输送机送往再生反应器进行再生,同时将新鲜催化剂补充到再生反应器的链斗输送机中。
再生反应器主要用于解吸催化剂所吸附的SO2,催化剂经筛分后再利用,在此过程中需对其加热和冷却。释放出来的SO2用来制取硫酸,再生后的催化剂经链斗输送机送至净化反应器吸附污染物。粉尘通过净化反应器时被催化剂吸附,在再生反应器底端被振动筛分离出来,筛下物即净化系统副产物活性炭粉和烟气中的粉尘送往锅炉作为燃料使用。
催化剂再生加热的换热介质为经锅炉烟气表面换热器和电加热器联合加热后的空气,再生催化剂冷却采用风冷形式。
工艺流程如下图所示:
污染防治效果和达标情况
烟气流量75×104m3/h,烟气温度130℃~150℃,治理后烟气SO2含量<15mg/m3,烟气NOx含量≤35mg/m3,烟气烟尘含量5mg/m3~7mg/m3。烟气排放指标达到《火力发电厂大气污染物排放标准》(GB13223-2011)相应要求,制取的成品浓硫酸达到《工业硫酸》(GB534-2014)中优等品标准。
二次污染治理情况
制酸单元运行过程中会产生少量酸性废水,排量约为0.5t/h,此废水直接送至厂内原有污水处理系统处理后达标排放。
主要工艺运行和控制参数
烟气经过锅炉引风机增压后进入净化反应器,烟气温度≤140℃,烟气压力≤4.5kPa;净化反应器4台,其中2台为脱硫反应器,2台为脱硝反应器,烟气首先进入脱硫反应器,然后进入脱硝反应器,净化反应器床层温度≤145℃。净化后烟气通过烟囱排出。吸附污染物的炭基催化剂在再生反应器中完成解吸再生,主体为双塔身结构,首先在再生反应器加热段加热至400℃,完成解吸再生,然后进入冷却段,温度降低至120℃,降温后的催化剂被送回净化反应器用于烟气净化。


投资费用
装置EPC总投资为人民币1亿元。
运行费用
年运行费用约2050万元。
能源、资源节约和综合利用情况
每年可减少SO2排放量11910t,减少NO2排放量3690t,减少粉尘排放量738t,其中减排的SO2用于制取成品浓硫酸,实现污染物的资源化利用,减排的粉尘与系统运行过程中产生的炭基催化剂粉一起作为锅炉燃料,提高燃料的利用率;在锅炉内设置烟气表面换热器,通过鼓风机将空气送至换热器与烟气换热升温,并以此作为炭基催化剂再生过程中的热源,既降低了烟气温度,确保装置运行的安全,又回收热量,提高了热量利用率。与传统的湿法脱硫工艺项目相比,本工艺主体装置运行中不需要消耗水,能节省大量水资源。
申报单位:一重集团大连工程建设有限公司
 正在加载...
正在加载...