切换行业
切换行业

1. 引言
火电厂在实际运行生产中会排出大量的二氧化硫、烟尘以及氮氧化物等污染物,安装烟气排放连续监测系统,对火电厂排烟中的排放物各个指标进行监控,实时把这些监控指标传输给环保部门管理设备中,以实现对排放物的控制。但就当前而言,火电厂的600WM机组排放量大,排放物中硫元素超标,必须要对600MW机组进行优化改造,降低排量,制定合理有效的脱硫改造方案,达到相关排放标准,进而促进火电厂的可持续健康发展。在这样的环境背景下,探究600MW机组烟气脱硫废水处理设计具有非常重要的现实意义。
2. 600WM机组优化改造需求分析
安徽某地区电厂在2009年开始进行600MW机组烟气脱硫系统的投运,机组配备独立的脱硫废水处理系统,由无烟换热器和球磨机系统组成,其增压风机和烟气旁路挡板在2015年已经拆除,采用增压风机和锅炉引风机联合的方式。按照国家环保机关发布《安徽及周边地区重点行业大气污染治理方案》的规定,原有600MW机组脱硫系统不满足最新推出的排放标准,需要进一步改造和优化。在系统运行中,以湿法脱硫工艺为主,入口烟气量为2548209m3/h,其中的二氧化硫浓度是4462mg/m3,预期脱硫效率达到95%。当前吸收塔建成四层喷淋空塔,对近几年脱硫排放流量进行统计,大约在115~170mg/m3范围内,而安徽地区2017年的执法排量为50mg/m3以内,改造目标要保证脱硫效率高于99%,且二氧化硫浓度小于35mg/m3。
3. 600WM机组烟气脱硫废水处理流程
3.1废水中和
在废水中和系统运行中,添加适当的石灰浆液,在不断搅拌下,使得pH值由5.5提高到9.0。
3.2重金属沉淀
在加入石灰浆液后,废水pH值提升后,促进废水中铜离子、锌离子、铁离子等重金属离子的化学反应,形成氢氧化物沉淀,由于三价重金属离子相比于二价重金属离子更易于沉淀,在废水pH值达到9.0以上后,重金属离子直接生成难溶性氢氧化物。此时,石灰浆液中的钙离子会和负价氟离子中和,形成CaF2或是Ca(AsO3)2,反应箱中添加适量的有机硫化物,与Pb2+和Hg2+进行反应,形成难溶性硫化物。
3.3絮凝反应
通过上述沉淀反应后,还有一些细小分散的胶体物质或是颗粒没有被处理,还要在絮凝箱中加入絮凝剂,使得这些胶体物质和细小颗粒凝聚成大颗粒进行沉淀,并在出口处添加PAM等助凝剂,减少颗粒表面张力,促进颗粒的成长和形成,形成氢氧化物与硫化物,细小颗粒会凝聚变大而形成絮状物沉淀,使得悬浮物也随之沉降。
3.4浓缩澄清
絮凝结束后,经过处理的废水会流入带有搅拌器的浓缩池中,这些絮凝物会直接在浓缩池底部形成絮状污泥,而上部分都是净水,系统会将底部的絮状污泥排放至污泥缓冲箱中,通过污泥脱水设备进行脱水处理。同时,上部分净水会溢出到出水箱处,若净水pH值、悬浮物均达到排放标准,则可以直接利用出水泵进行排放,否则会重新融入废水反应池中循环处理。
4. 600MW机组烟气脱硫废水处理的改造设计方案
4.1提高吸收塔的喷淋层高度
为了满足现行的排放标准和提高600MW机组烟气脱硫废水处理系统的脱硫效率,可以从吸收塔改造入手,对吸收塔原有设备进行改造,增加其喷淋层数量,保留原来吸收塔的浆液循环泵,仔细核对吸收塔荷载,再增设两台12000m3/h容量的浆液循环泵,配以对应的喷嘴、管道和喷淋层,其后增设的浆液循环泵必须安装在原来的吸收塔上,根据实际需求还可以安装新的塔外浆池。原有吸收塔直径大约是16.5m,其浆池区高度为11.5m,处理容积达到2300m3,由于增设两台循环泵,缩短了原有的浆液循环停留时间,需要设计人员提高吸收塔反应浆池的容量,将其扩增到3200m3,浆池高度增至15.5m,另外,吸收塔入口和出口都要抬高至少2m,在保证原有氧化风机不变的情况下,为了符合压力需求,将氧化空气喷枪换成布气管式,以满足处理要求。改造后,大大提升了吸收塔液气比,使得烟气停留时间和浆液停留时间得到增加,并在吸收塔内部增设旋汇耦合与托盘装置,提高吸收塔脱硫效率,符合99%以上脱硫效率的标准。
4.2采用双吸收塔串联工艺
为了满足现行的排放标准和提高600MW机组烟气脱硫废水处理系统的脱硫效率,可以采用双吸收塔串联工艺,由于单级吸收塔脱硫无法符合现有的排放标准,可把锅炉烟气以两台吸收塔串联的方式进行改造,形成新型脱硫工艺,提高脱硫效率,降低有毒气体的排放量。如图1所示,在保证原有吸收塔不变的情况下,在增加风机位置增设新的吸收塔,考虑到燃煤电厂场地的局限性,把原来的吸收塔当成二级吸收塔,而新增设的吸收塔当成一级吸收塔,设计三层喷淋层,其浆液循环泵流量为10000m3/h,烟道系统阻力也要提高到1200Pa,实现系统优化改造的目标。
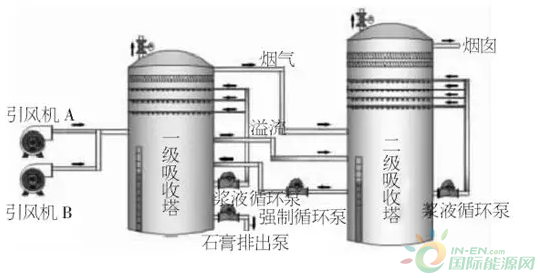
在这一改造方案中,保证原来的吸收塔系统不变,增设一个新的吸收塔,其设计结构和原来的吸收塔相同,配置喷淋层和氧化空气装置,形成600MW机组双吸收塔串联脱硫系统。相比于原来单级的吸收塔而言,双吸收塔串联脱硫系统以分级脱硫为主,大大提高了脱硫效率,而新增设的吸收塔选择单独施工,以缩短停机时间,脱硫效率比较稳定。
4.3采用双吸收塔双循环工艺
遵循双吸收塔串联的理念,构建双吸收塔双循环烟气脱硫系统,二级吸收塔取消强制循环泵的设置,将其取替为旋流器供浆泵与旋流器,利用旋流器底流域溢流进行塔间浆液的调节,并安装石膏浆液返回泵。在此基础上,一级吸收塔和二级吸收塔在实际运行中,由于pH值、密度等参数差距大,可以组建两个独立的浆液循环系统,即为双循环。
在系统运行中,一级吸收塔浆液pH值在4.5~5.3范围内,二级吸收塔浆液pH值在5.8~6.4范围内,保持pH值,提高脱硫效率,并降低液气比,使得循环泵运行能耗保持在最低状态,符合低排低耗的标准。在系统运行中,通过对原有吸收塔脱硫系统的改造,大大强化了浆液功能分区,实现整个工艺反应过程的精细化控制,设备可靠性较高。
5结语
综上所述,为了满足现行的排放标准,火电厂要对600WM机组烟气脱硫废水处理系统进行改造和优化,提高吸收塔的喷淋层高度,采用双吸收塔串联工艺和双吸收塔双循环工艺,提高脱硫效率,降低有害物质的排放量,进而促进火电厂的可持续健康发展。



 正在加载...
正在加载...