切换行业
切换行业

1 前言
焦化公司煤气净化系统引进德国伍德·克虏伯公司的脱硫制酸工艺,采用真空碳酸钾法脱除焦炉煤气中的硫化氢,并用脱除的硫化氢生产78%的硫酸。此工艺技术和设备先进,自动化程度高,实际生产中运行比较稳定、产生脱硫废液少、硫酸收率高,制取的78%硫酸直接供给硫铵作业区用于饱和器母液加酸,降低了生产成本。
真空碳酸钾脱硫工艺简介如下:
从洗苯塔后进入H2S洗涤塔的焦炉煤气中,含有酸性气体H2S, CO2和HCN杂质。首先将此焦炉煤气送往由V形除雾器构成的除洗油器中,从煤气中分离出洗油雾滴,除洗油器收集到的洗油排入液封槽。然后将预净化的煤气通过H2S洗涤塔,回收其中的H2S和HCN。在H2S洗涤塔里,煤气中的H2S和HCN被碳酸钾溶液和塔顶终洗段的NaOH稀溶液吸收。
碳酸钾富液通过碳酸钾富液槽和预热器,被送往H2S解吸塔再生。进入H2S解吸塔的溶液由碳酸钾富液和产生的真空冷凝物的主要部分组成。被吸收的酸性气体将在0.2 bar (a)的半真空条件下通过汽提从碳酸钾溶液中释放出来。汽提汽由热水再沸器或蒸汽再沸器产生,蒸汽再沸器分担了热水再沸器50%的热负荷。释放的酸气和主要的汽提汽在冷凝器中用循环冷却水或制冷水冷却/冷凝。冷凝的汽提汽形成了真空冷凝液,通过气液分离器与酸气分离。最终的富含H2S的酸气用真空泵送往制酸作业区加工生产78 %的产品硫酸。自H2S解吸塔的污水坑出来的碳酸钾贫液,再次进入H2S洗涤塔之前,先被送往预热器和贫液冷却器。焦炉煤气的H2S含量从大约7.0 g/Nm3减小到< 0.20 g/Nm3(保证值)。在H2S的洗涤过程中,还除去了大部分的HCN和小部分的CO2。极小部分被吸收的HCN进入洗涤液后形成复杂的氰化络合物或者硫氰酸盐,它们必须被排出以免这些不可再生盐富集。另外要排出一小部分的真空冷凝液,以免H2S解吸塔周围氨水或氨气富集。温度在40℃左右的酸气由脱硫作业区的真空泵组送至制酸作业区。在此酸气中的H2S被转化为浓度为78 %质量浓度的硫酸。生成的硫酸在硫铵作业区用来生产硫酸铵。
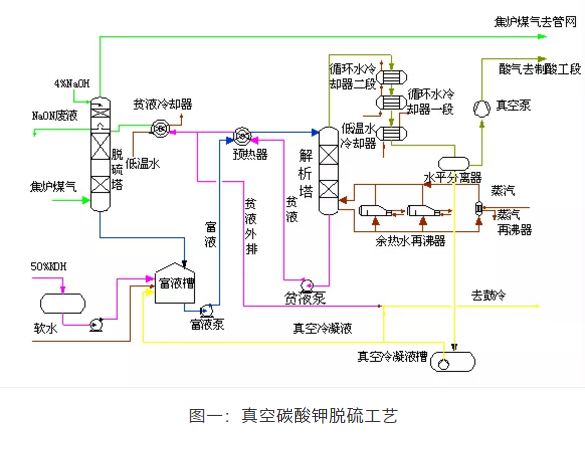
真空碳酸钾脱硫制酸的工艺图如下:
一二步脱硫系统全面投产运行以来,在生产中遇到脱硫液变黑的现象,其导致真空泵和酸汽管道堵塞、脱硫塔碱洗段效果差、蒸氨废水总氰超标等诸多问题,本文分析总结了我厂针对脱硫液变黑这一现象分析其原因而采取的一些工艺优化与改进措施以及改进后运行的效果。
2 脱硫液变黑造成的影响及处理措施
2.1 硫化氢超标及处理措施
正常生产中煤气量在9万m3/h时在线硫化氢为200mg/m3以下,运行一直比较稳定,一旦出现脱硫液变黑在线硫化氢明显开始上升并居高不下,对比前后数据如下:

处理措施:1)利用油库区废弃的精重苯槽,现场改装成储液槽,用来储槽变黑的脱硫液2)在保证系统最低液位下,尽量将系统变黑的脱硫液排至储液槽3)往系统兑软水和KOH直到正常的运行液位4)直到脱硫液颜色恢复正常后停止置换脱硫液5)待新系统运行正常后将储液槽的废液缓慢少量多次的逐步兑入脱硫液系统。
该操作方法不产生废弃物,环保安全,置换后的废液充分利用,不会造成原料的多余消耗,慢慢兑入的废液也不会对系统造成大的影响,在线硫化氢也能迅速的恢复正常,并持续保持。
2.2 真空泵堵塞及处理措施
脱硫液变黑还造成真空泵堵塞,影响真空泵的正常运行,变黑的
脱硫液里因为含有大量的萘、焦油类等物质易造成真空泵机封磨损漏液、真空泵循环液管道堵塞以及酸汽管道堵塞,最终不得不频繁的倒用、碱洗真空泵泵体和拆开酸汽管道清理堵塞物,一来造成人员操作、检修劳作量大,二来设备损耗过度,检修费用超标,严重影响了正常的生产次序。
处理措施:1)一旦出现真空泵循环液管道堵塞,及时倒用备用泵2)对停用泵进出口卡好盲板,在保证硫化氢含量合格后对泵体进行接临时泵碱洗,碱洗的时候要多次置换碱洗液,保证真空泵的碱洗效果,以达到真空泵管道无杂物3)从真空泵出口加装新酸汽管道,与原装酸汽管道保证一用一备,一旦出现酸汽管道堵塞,及时倒用酸汽管道,保证酸汽的正常输送,另外组织维检及时对堵塞的酸汽管道进行拆卸、清堵。
3 查找脱硫液变黑的原因
脱硫液变黑严重影响脱硫效果,认为造成此问题的主要原因有以下几种可能:
(1)洗苯塔后煤气中夹带的洗油、焦油带入脱硫液中;
(2)真空冷凝液的氨含量超标,资料显示氨可以和许多金属离子形成比较稳定的配离子,使金属离子与金属单质的标准电极电势降低,所以使金属更容易被氧化,另外真空冷凝液的氨含量越高,H2S和HCN浓度也越高,所以加剧了碳钢设备和管道的腐蚀,产生大量二价和三价铁离子,进而络合生成了K4Fe(CN)6(结晶物带色称为黄血盐)和K3Fe(CN)6(结晶物带色称为赤血盐)。
(3)解析塔不严,吸入大量空气,铁盐被氧化为三价铁离子,导
致赤血盐K3Fe(CN)6、[Fe(CNS)n]3-n(n=1~6)等不可再生副盐大量富集。
通过取样化验,真空冷凝液变黑期间其氨含量为2~7 g/L,氨
含量明显超标,且有逐步上升的趋势。初步表明真空冷凝液含氨量超标可能是造成脱硫液变黑的主要原因,煤气中氨含量偏高,可造成大量的氨在解析塔解析后溶解于真空冷凝液中,同时造成真空冷凝液中硫化氢和氰化氢的增高,而冷凝液又被送至富液槽,进入解析塔循环,造成解析系统负荷增大,影响解析效果,从而影响煤气硫化氢的脱除。
通过实验分析得出脱硫液变黑是因为煤气中氨含量偏高造成的。
4 预防措施
1)为防止煤气前道工序对脱硫系统的影响,加强硫铵操作,保证硫铵母液酸度合格,母液喷洒正常,不影响对煤气中氨的脱除。
2)粗苯区域终冷塔喷洒液每班取样做喷洒液含氨,及时了解喷洒液氨含量,一旦出现含氨超标加大喷洒液置换,尽快将喷洒液氨降到正常范围内,以减少对脱硫的影响。
3)每班送真空冷凝液样化验,及时了解系统氨含量,一旦氨超标,立刻大量置换尽快降低氨含量。
生产中发现当真空冷凝液中氨含量达到2g/L时,真空冷凝液颜色开始变深,随之贫富液颜色也开始变深,立刻加强前端控制,加大真空冷凝液外排量后,随着真空冷凝液含氨量的降低,颜色逐步好转。采取此措施后脱硫液颜色再未变黑。
5 结论
脱硫液氨含量超标是脱硫液变黑的主要原因,通过加大脱硫液置换能较快的恢复脱硫系统的正常运转,通过加强前端工艺的控制能有效的避免脱硫液变黑的发生,有利于生产的稳定与指标的控制。

 正在加载...
正在加载...