切换行业
切换行业

我公司5000t/d生产线煤磨系统采用FCM系列气箱脉冲袋除尘器,自2004年底投产以来,该除尘器曾设备两次着火,导致滤袋全部烧毁、除尘设备烧损变形,影响了生产的正常运行。为此,我们进行了多次分析和改进,解决了着火问题。
1工艺流程及控制参数
1.1工艺流程
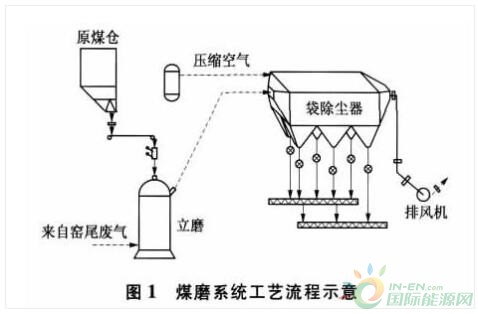
煤磨系统工艺流程见图1。
1.2工艺控制参数
煤磨利用窑尾烟气作为烘干介质,立磨入口温度一般在150℃左右,出口烟气温度高于露点温度15~30℃,一般控制在75℃左右。煤磨出口烟气温度均在着火或自燃温度范围外(煤粉的着火温度:500~530℃,自燃温度:140~350℃)。
2着火原因分析
2.1火源
该除尘器滤袋材质不防水、不防静电、不抗结露(必达夫公司检验),因原煤含水分偏高,出磨煤粉水分在3%左右,易造成滤袋“板结”破损;除尘器内煤粉不能正常排空致使煤粉积聚,滤袋外表面煤粉附着严重而且存留时间长,当滤袋表面积聚的静电荷较多而不能释放时易产生静电火花,同时袋除尘器内温度过高,这时如有一定的氧气存在,就会使滞留的煤粉自燃。
2.2氧气
煤磨系统采用的窑尾废气,含氧量可控制在12%以下。但在生产过程中还存在以下问题:
1)系统风量调整不好,如果除尘器排风机拉风不够或者除尘器管道积灰较多造成废气排放系统不畅,而通过煤磨热风机鼓入的窑尾废气不断地进入煤磨和除尘器内,系统明显出现压力不平衡,并造成煤磨和除尘器内部正压,这样,进入除尘器内部空气在不断地增加,使得含氧量也在不断地增加。
2)袋除尘器使用的喷吹气源,为高压压缩空气,当除尘器内出现火源时,它便能加速煤粉的燃烧,使火势迅速扩大。
2.3CO气体
当时该除尘器在线气体分析仪检测的其内部CO气体浓度没有超限,没能及时发出报警信息,误导了中控操作员的操作。
2.4工艺操作
岗位人员发现袋除尘器卸灰一室分格轮跳停并发现有冒烟现象,说明滤袋已燃烧,这时中控操作员未果断采取关闭除尘器入口阀、提升阀、喷吹系统以及停止排风机等措施,使燃烧火焰进入其它各室,造成收尘滤袋全部烧损。
3处理及措施
3.1改进工艺设备及参数
1)做好对在线气体分析仪的日常维护,定期进行校验,保证各气体成分分析结果的准确性,为工艺控制提供有效参考数据。
2)针对煤粉制备系统的防燃、防爆要求,配备高灵敏度的温度预警装置和CO2自动灭火装置,将目前灭火器控制方式由手动操作改为自动喷出方式,提高可靠性,降低事故发生的几率。CO2自动灭火装置由固定的CO2供给源,通过与之相连的带喷嘴的固定管道,在气体分析仪检测CO浓度到达爆炸极限或除尘器内部温度高于煤粉燃点值时,迅速向除尘器内部释放CO2灭火剂,以达到防止煤粉燃烧爆炸的目的。
3)严格控制滤袋的产品质量,将其全部更换成抗静电、防水、抗结露的滤袋。
4)为减少煤粉在灰斗壁上的沉积,通过修改西门子PLC程序,适当缩短滤袋喷吹间隔时间,防止滤袋煤磨袋除尘器着火原因分析及处理煤粉积聚而“板结”。
3.2改进工艺操作
1)根据实际情况,控制出磨煤粉水分在0.5%~1.5%之间,增大磨机系统通风量,降低出磨气体的湿含量,将磨机出口温度由原来的75~80℃调整为65~70℃,使入煤粉仓的煤粉温度在60℃以下。
2)完善煤磨操作规程,在停磨更换滤袋或进入除尘器内部检修前,停机时则先停煤磨工艺系统设备,保持除尘器和排风机继续运行一段时间,再停排风机。停排风机后再经过一段时间,将除尘器滤袋上的积灰清除干净,同时将灰斗内的积灰排净,才能关停除尘器,以防止停机后积灰积聚在滤袋和灰斗内,产生煤粉堆积自然爆炸的危险。除尘器下部的煤粉输送设备也应充分排空。
4结束语
通过工艺设备及工艺操作的改进,我公司原煤立磨袋除尘器着火问题得到了解决,杜绝了着火事故的再次发生。只有从操作到设备管理上制订严格的规章制度,并严格按规章制度操作,才能使煤磨袋除尘器长期安全、稳定和高效运行。



 正在加载...
正在加载...